 Products Home / Optomechanical Components / Vacuum Components / High-Vacuum CF Components / High-Vacuum Ø2.75" CF Flange Viewports for Ø1.5" Windows
Products Home / Optomechanical Components / Vacuum Components / High-Vacuum CF Components / High-Vacuum Ø2.75" CF Flange Viewports for Ø1.5" WindowsHigh-Vacuum Ø2.75" CF Flange Viewports for Ø1.5" Windows
- CF Flange Viewports and Windows for High Vacuum
- Ø1.5" UVFS Flat Vacuum Windows
- Windows Available Uncoated, with BBAR Coatings, or with Textured Surfaces
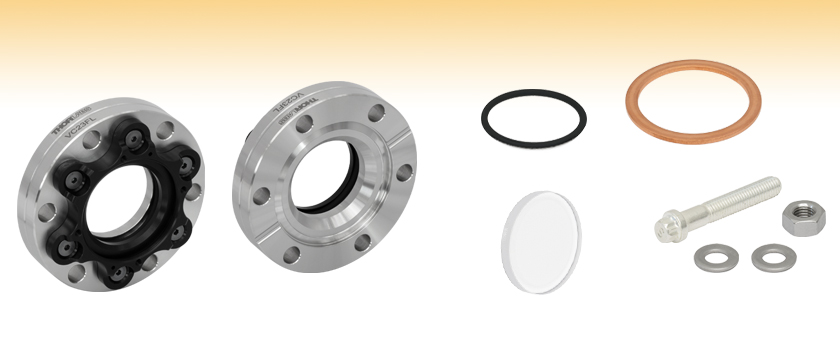
VC23VO
Viton O-Ring
VPW42T1
Ø1.5" Textured Window for 400 - 1100 nm
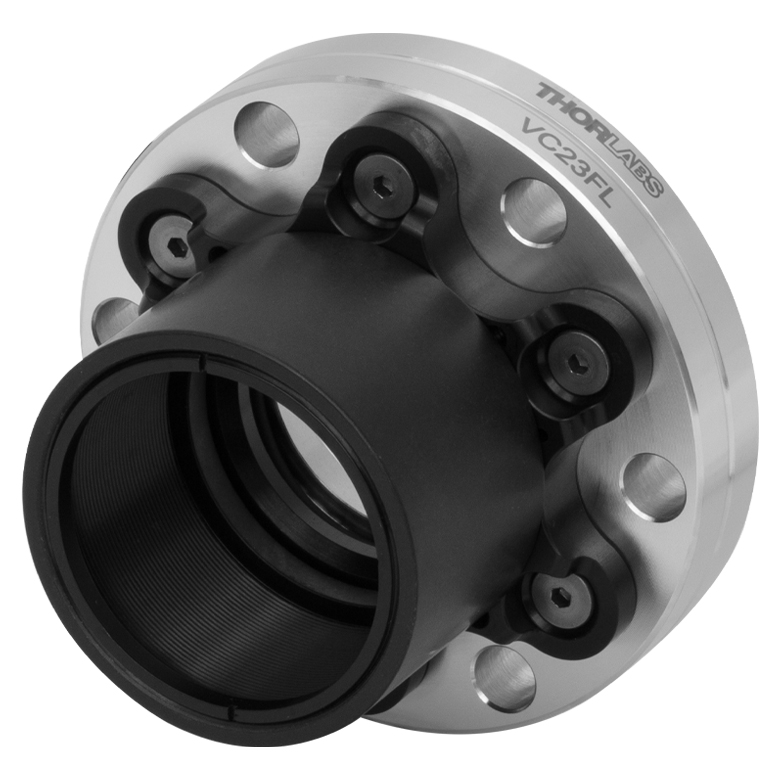
VC23FL
Ø2.75" High-Vacuum CF Flange
for Ø1.5" Windows
Front
Back
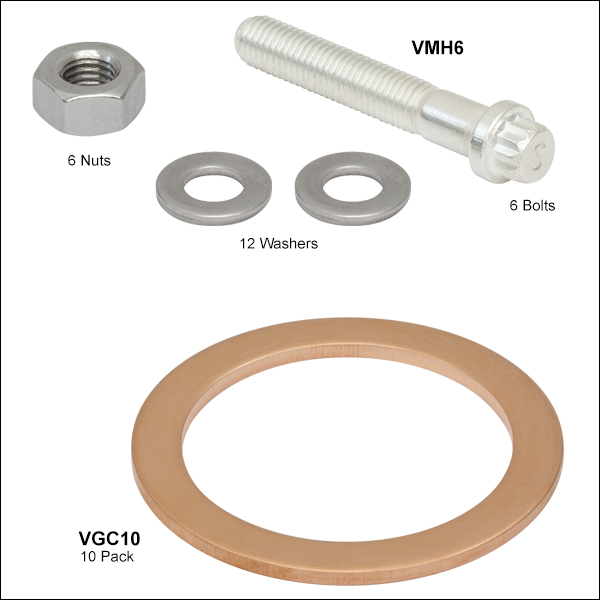
VGA10
Annealed Copper Gaskets,
10 Pack
VMH6
Flange Mounting Hardware Pack
(6 Bolts, 6 Nuts, & 12 Washers)














Please Wait

| Common Vacuum Specifications | |
|---|---|
| Vacuum Level | 1 x 10-8 Torr (Max) |
| Max Temperature | 150 °C |
| Thermal Gradient | 20 °C/min. (Max) |
Features
- Vacuum Level: 1 x 10-8 Torr (Max)
- Bake Temperature: 150 °C (Max)
- Windows Available Uncoated, with AR Coatings, or with AR Textured Surfaces:
- 245 - 400 nm (UV BBAR Coating Designation)
- 350 - 700 nm (A BBAR Coating Designation)
- 400 - 1100 nm (T1 Textured Antireflective Surface)
- 650 - 1050 nm (B BBAR Coating Designation)
- 1050 - 1700 nm (C BBAR Coating Designation)
- Replacement Windows Available
- Flange, Windows, and Viton®* O-Ring Also Available Separately
- Flange Mounting Hardware Pack and Copper Gaskets Sold Below
Thorlabs' High-Vacuum-Compatible Ø2.75" (DN40) CF Flange Viewports for Ø1.5" Flat Windows are available with UV fused silica (UVFS) windows that are uncoated (185 nm - 2.1 μm), have one of our four low-loss standard broadband antireflection (BBAR) coatings deposited on both optical surfaces, or have a T1 textured surface (400 - 1100 nm). The BBAR coatings are designed for use in the following ranges: -UV (245 - 400 nm), -A (350 - 700 nm), -B (650 - 1050 nm), or -C (1050 - 1700 nm). While uncoated windows have typical losses of about 4% per surface, the BBAR coatings reduce this to Ravg < 0.5% over the specified wavelength range and provide good performance for angles of incidence between 0° and 30°. The windows with T1 textured antireflective surfaces provide Ravg < 0.25% over 400 - 1100 nm. BBAR coating and T1 window reflectance information can be found under the Graphs tab. Replacement UVFS windows for the flanges are available as well: uncoated, coated with one of the four broadband AR coatings, or with T1 textured surfaces.
Designed for use at high vacuum (HV) pressures, Thorlabs' CF flange viewports utilize Viton® O-Ring seals to create an air-tight metal/glass seal, allowing for pressures down to 10-8 Torr. The vacuum windows are interchangeable, enabling the user to swap out vacuum windows mounted in our HV CF flanges. Additionally, CF flanges (viewports without vacuum windows) that are compatible with the Ø1.5" vacuum windows sold on this page are available separately. Before swapping and attempting to install additional windows, please review the procedure outlined in the Window Installation tab.
Copper gasket and mounting hardware sets for Ø2.75" CF flanges are also available below. Thorlabs also sells CF flange viewports for Ø1" windows and Ø1.5" wedged windows.
*Viton® is a registered trademark of DuPont.
| Window Item # | VPW42 | VPW42-UV | VPW42-A | VPW42T1 | VPW42-B | VPW42-C | |
|---|---|---|---|---|---|---|---|
| Flange Assembly Item # | VC234 | VC234UV | VC234A | VC234T1 | VC234B | VC234C | |
| Coating or Surface | Uncoated | -UV BBAR Coated | -A BBAR Coated | T1 Textured Surface | -B BBAR Coated | -C BBAR Coated | |
| Wavelength Range | - | 245 - 400 nm | 350 - 700 nm | 400 - 1100 nm | 650 - 1050 nm | 1050 - 1700 nm | |
| Reflectancea | N/A | Ravg ≤ 0.5% | Ravg < 0.25% | Ravg ≤ 0.5% | |||
| Optic Damage Threshold |
Pulsed | - | 5.0 J/cm2 (355 nm, 10 ns, 10 Hz, Ø0.350 mm) |
7.5 J/cm2 (532 nm, 10 ns, 10 Hz, Ø0.491 mm) |
>30 J/cm2 (532 nm, 10 ns, 10 Hz, Ø0.4 mm) |
0.246 J/cm2 (800 nm, 99 fs, 1 kHz, Ø0.166 mm) 7.5 J/cm2 (810 nm, 10 ns, 10 Hz, Ø0.133 mm) |
7.5 J/cm2 (1542 nm, 10 ns, 10 Hz, Ø0.189 mm) |
| CWb,c | - | - | 550 W/cm (532 nm, Ø1.000 mm) |
- | 20 kW/cm (1070 nm, Ø0.974 mm) |
350 W/cm (1540 nm, Ø1.030 mm) |
|
| Clear Aperture (Unmounted) | Ø1.35" (Ø34.3 mm) | >Ø1.35" (34.3 mm) | Ø1.35" (Ø34.3 mm) | ≥Ø1.26" (Ø32.0 mm) | Ø1.35" (Ø34.3 mm) | ||
| Clear Aperture (in Flange) | >Ø1.13" (Ø28.7 mm) | ||||||
| Window Material | UV Fused Silicad | ||||||
| Transmitted Wavefront Errore | λ/8 @ 633 nm | ||||||
| Surface Quality | 20-10 Scratch-Dig | ||||||
| Parallelism | <5 arcsec | ||||||
| Window Diameter (Unmounted) | 1.50" (38.1 mm) | ||||||
| Window Thickness (Unmounted) | 0.16" (4.0 mm) | ||||||
Thorlabs' high-performance multilayer AR coatings have an average reflectance of less than or equal to 0.5% (per surface) across the specified wavelength ranges (denoted by the shaded blue area in Figures 3.1, 3.2, 3.3, and 3.4). These AR coatings provide good performance for angles of incidence (AOI) between 0° - 30° (0.5 NA). The AR coating plots in Figures 3.1, 3.2, 3.3, and 3.4 show the reflectance of each coating at 8° AOI. For optics intended to be used at larger incident angles, consider ordering a custom coating optimized for a 45° angle of incidence; these coatings are recommended for use with incidence angles from 25° to 52°. Figure 3.5 shows the reflectance of a UVFS textured antireflective window. The Substrate Transmission in Figure 3.6 shows the transmission of light through an uncoated UVFS substrate, while Figure 3.7 shows the transmission of light through a 4 mm thick UVFS textured window.
Antireflection Coating Reflectance
Click to Enlarge
Click Here for Raw Data
Figure 3.1 The blue shaded region indicates the specified 245 - 400 nm wavelength range for optimum performance.
Click to Enlarge
Click Here for Raw Data
Figure 3.2 The blue shaded region indicates the specified 650 - 1050 nm wavelength range for optimum performance.
Click to Enlarge
Click Here for Raw Data
Figure 3.3 The blue shaded region indicates the specified 350 - 700 nm wavelength range for optimum performance.
Click to Enlarge
Click Here for Raw Data
Figure 3.4 The blue shaded region indicates the specified 1050 - 1700 nm wavelength range for optimum performance.
Click to Enlarge
Click Here for Raw Data
Figure 3.5 A reflectance curve for a 4 mm thick sample of textured UV fused silica. The blue
shaded region indicates the specified 400 - 1100 nm wavelength range for optimal performance.
UVFS Substrate Transmission
Click to Enlarge
Click Here for Raw Data
Figure 3.6 Transmission Curve for a 10 mm Thick Uncoated Sample of UV Fused Silica

Click to Enlarge
Click Here for Raw Data
Figure 3.7 A transmission curve for a 4 mm thick sample of textured UV fused silica. The blue shaded region indicates the specified 400 - 1100 nm wavelength range for optimal performance.
Click to Enlarge
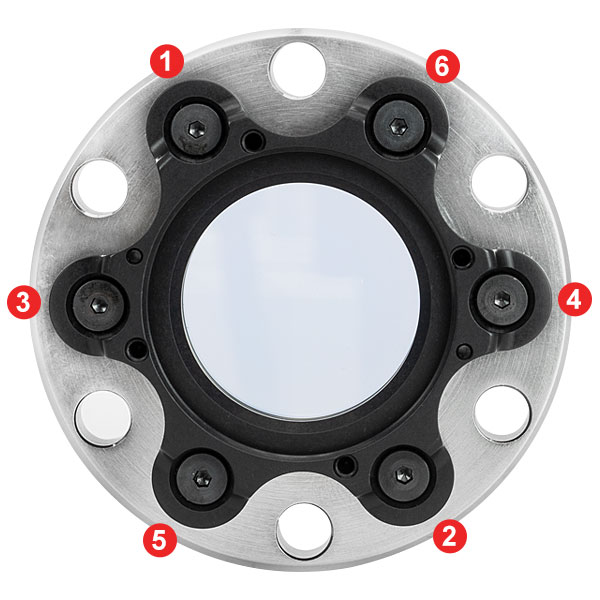
Figure 4.5 Order of faceplate screw tightening.

Click to Enlarge
Figure 4.4 Viewport with faceplate aligned over screw holes.

Click to Enlarge
Figure 4.3 Viewport with top O-ring placed on window.


Our high-vacuum viewports allow the user to install or swap out windows as they desire, or as experimental conditions demand. Installation of the windows is relatively quick and simple. The following steps describe how to install and change windows in our high-vacuum CF flanges.
Step 1: Inspect the O-ring and seat for pits, scratches, or contamination. Remove any loose debris from the seat using compressed air and then install the O-ring in the seat (see Figure 4.1). If necessary, clean the window by following our optics cleaning tutorial.
Step 2: Place the window on top of the O-ring (see Figure 4.2) and then place and center the second
Step 3: Set the faceplate on top of the window, lining up the O-ring with the faceplate groove and the six holes in the faceplate with the threaded holes in the flange (see Figure 4.4). Do not slide the part across the window surface.
Step 4: Place the six screws in the faceplate holes and use a 5/64" (2.0 mm) hex key to thread them so that they are just making contact with the faceplate.
Step 5: In the order illustrated in Figure 4.5, turn each screw a quarter turn, repeating the pattern until the faceplate is tight against the flange.
| Table 5.1 Damage Threshold Specifications | ||
|---|---|---|
| Coating or Textured Surface Designation (Item # Suffix) |
Damage Threshold | |
| -UV | Pulse | 5.0 J/cm2 at 355 nm, 10 ns, 10 Hz, Ø0.350 mm |
| -A | Pulse | 7.5 J/cm2 at 532 nm, 10 ns, 10 Hz, Ø0.491 mm |
| CWa,b | 550 W/cm (532 nm, Ø1.000 mm) | |
| T1 | Pulse | >30 J/cm2 at 532 nm, 10 ns, 10 Hz, Ø0.4 mm |
| -B | Pulse | 0.246 J/cm2 at 800 nm, 99 fs, 1 kHz, Ø0.166 mm 7.5 J/cm2 at 810 nm, 10 ns, 10 Hz, Ø0.133 mm |
| CWa,b | 20 kW/cm (1070 nm, Ø0.974 mm) | |
| -C | Pulse | 7.5 J/cm2 at 1542 nm, 10 ns, 10 Hz, Ø0.189 mm |
| CWa,b | 350 W/cm (1540 nm, Ø1.030 mm) | |
Damage Threshold Data for Thorlabs' UV Fused Silica Windows
The specifications in Table 5.1 are measured data for Thorlabs' UV fused silica windows. Damage threshold specifications are constant for a given coating or textured surface type, regardless of the size of the window.
Laser Induced Damage Threshold Tutorial
The following is a general overview of how laser induced damage thresholds are measured and how the values may be utilized in determining the appropriateness of an optic for a given application. When choosing optics, it is important to understand the Laser Induced Damage Threshold (LIDT) of the optics being used. The LIDT for an optic greatly depends on the type of laser you are using. Continuous wave (CW) lasers typically cause damage from thermal effects (absorption either in the coating or in the substrate). Pulsed lasers, on the other hand, often strip electrons from the lattice structure of an optic before causing thermal damage. Note that the guideline presented here assumes room temperature operation and optics in new condition (i.e., within scratch-dig spec, surface free of contamination, etc.). Because dust or other particles on the surface of an optic can cause damage at lower thresholds, we recommend keeping surfaces clean and free of debris. For more information on cleaning optics, please see our Optics Cleaning tutorial.
Testing Method
Thorlabs' LIDT testing is done in compliance with ISO/DIS 11254 and ISO 21254 specifications.
First, a low-power/energy beam is directed to the optic under test. The optic is exposed in 10 locations to this laser beam for 30 seconds (CW) or for a number of pulses (pulse repetition frequency specified). After exposure, the optic is examined by a microscope (~100X magnification) for any visible damage. The number of locations that are damaged at a particular power/energy level is recorded. Next, the power/energy is either increased or decreased and the optic is exposed at 10 new locations. This process is repeated until damage is observed. The damage threshold is then assigned to be the highest power/energy that the optic can withstand without causing damage. A histogram such as that shown in Figure 37B represents the testing of one BB1-E02 mirror.

Figure 37A This photograph shows a protected aluminum-coated mirror after LIDT testing. In this particular test, it handled 0.43 J/cm2 (1064 nm, 10 ns pulse, 10 Hz, Ø1.000 mm) before damage.
Figure 37B Example Exposure Histogram used to Determine the LIDT of
| Table 37C Example Test Data | |||
|---|---|---|---|
| Fluence | # of Tested Locations | Locations with Damage | Locations Without Damage |
| 1.50 J/cm2 | 10 | 0 | 10 |
| 1.75 J/cm2 | 10 | 0 | 10 |
| 2.00 J/cm2 | 10 | 0 | 10 |
| 2.25 J/cm2 | 10 | 1 | 9 |
| 3.00 J/cm2 | 10 | 1 | 9 |
| 5.00 J/cm2 | 10 | 9 | 1 |
According to the test, the damage threshold of the mirror was 2.00 J/cm2 (532 nm, 10 ns pulse, 10 Hz, Ø0.803 mm). Please keep in mind that these tests are performed on clean optics, as dirt and contamination can significantly lower the damage threshold of a component. While the test results are only representative of one coating run, Thorlabs specifies damage threshold values that account for coating variances.
Continuous Wave and Long-Pulse Lasers
When an optic is damaged by a continuous wave (CW) laser, it is usually due to the melting of the surface as a result of absorbing the laser's energy or damage to the optical coating (antireflection) [1]. Pulsed lasers with pulse lengths longer than 1 µs can be treated as CW lasers for LIDT discussions.
When pulse lengths are between 1 ns and 1 µs, laser-induced damage can occur either because of absorption or a dielectric breakdown (therefore, a user must check both CW and pulsed LIDT). Absorption is either due to an intrinsic property of the optic or due to surface irregularities; thus LIDT values are only valid for optics meeting or exceeding the surface quality specifications given by a manufacturer. While many optics can handle high power CW lasers, cemented (e.g., achromatic doublets) or highly absorptive (e.g., ND filters) optics tend to have lower CW damage thresholds. These lower thresholds are due to absorption or scattering in the cement or metal coating.
Figure 37D LIDT in linear power density vs. pulse length and spot size. For long pulses to CW, linear power density becomes a constant with spot size. This graph was obtained from [1].
Figure 37E Intensity Distribution of Uniform and Gaussian Beam Profiles
Pulsed lasers with high pulse repetition frequencies (PRF) may behave similarly to CW beams. Unfortunately, this is highly dependent on factors such as absorption and thermal diffusivity, so there is no reliable method for determining when a high PRF laser will damage an optic due to thermal effects. For beams with a high PRF both the average and peak powers must be compared to the equivalent CW power. Additionally, for highly transparent materials, there is little to no drop in the LIDT with increasing PRF.
In order to use the specified CW damage threshold of an optic, it is necessary to know the following:
- Wavelength of your laser
- Beam diameter of your beam (1/e2)
- Approximate intensity profile of your beam (e.g., Gaussian)
- Linear power density of your beam (total power divided by 1/e2 beam diameter)
Thorlabs expresses LIDT for CW lasers as a linear power density measured in W/cm. In this regime, the LIDT given as a linear power density can be applied to any beam diameter; one does not need to compute an adjusted LIDT to adjust for changes in spot size, as demonstrated in Figure 37D. Average linear power density can be calculated using this equation.

This calculation assumes a uniform beam intensity profile. You must now consider hotspots in the beam or other non-uniform intensity profiles and roughly calculate a maximum power density. For reference, a Gaussian beam typically has a maximum power density that is twice that of the uniform beam (see Figure 37E).
Now compare the maximum power density to that which is specified as the LIDT for the optic. If the optic was tested at a wavelength other than your operating wavelength, the damage threshold must be scaled appropriately. A good rule of thumb is that the damage threshold has a linear relationship with wavelength such that as you move to shorter wavelengths, the damage threshold decreases (i.e., a LIDT of 10 W/cm at 1310 nm scales to 5 W/cm at 655 nm):

While this rule of thumb provides a general trend, it is not a quantitative analysis of LIDT vs wavelength. In CW applications, for instance, damage scales more strongly with absorption in the coating and substrate, which does not necessarily scale well with wavelength. While the above procedure provides a good rule of thumb for LIDT values, please contact Tech Support if your wavelength is different from the specified LIDT wavelength. If your power density is less than the adjusted LIDT of the optic, then the optic should work for your application.
Please note that we have a buffer built in between the specified damage thresholds online and the tests which we have done, which accommodates variation between batches. Upon request, we can provide individual test information and a testing certificate. The damage analysis will be carried out on a similar optic (customer's optic will not be damaged). Testing may result in additional costs or lead times. Contact Tech Support for more information.
Pulsed Lasers
As previously stated, pulsed lasers typically induce a different type of damage to the optic than CW lasers. Pulsed lasers often do not heat the optic enough to damage it; instead, pulsed lasers produce strong electric fields capable of inducing dielectric breakdown in the material. Unfortunately, it can be very difficult to compare the LIDT specification of an optic to your laser. There are multiple regimes in which a pulsed laser can damage an optic and this is based on the laser's pulse length. The highlighted columns in Table 37F outline the relevant pulse lengths for our specified LIDT values.
Pulses shorter than 10-9 s cannot be compared to our specified LIDT values with much reliability. In this ultra-short-pulse regime various mechanics, such as multiphoton-avalanche ionization, take over as the predominate damage mechanism [2]. In contrast, pulses between 10-7 s and 10-4 s may cause damage to an optic either because of dielectric breakdown or thermal effects. This means that both CW and pulsed damage thresholds must be compared to the laser beam to determine whether the optic is suitable for your application.
| Table 37F Laser Induced Damage Regimes | ||||
|---|---|---|---|---|
| Pulse Duration | t < 10-9 s | 10-9 < t < 10-7 s | 10-7 < t < 10-4 s | t > 10-4 s |
| Damage Mechanism | Avalanche Ionization | Dielectric Breakdown | Dielectric Breakdown or Thermal | Thermal |
| Relevant Damage Specification | No Comparison (See Above) | Pulsed | Pulsed and CW | CW |
When comparing an LIDT specified for a pulsed laser to your laser, it is essential to know the following:
Figure 37G LIDT in energy density vs. pulse length and spot size. For short pulses, energy density becomes a constant with spot size. This graph was obtained from [1].
- Wavelength of your laser
- Energy density of your beam (total energy divided by 1/e2 area)
- Pulse length of your laser
- Pulse repetition frequency (prf) of your laser
- Beam diameter of your laser (1/e2 )
- Approximate intensity profile of your beam (e.g., Gaussian)
The energy density of your beam should be calculated in terms of J/cm2. Figure 37G shows why expressing the LIDT as an energy density provides the best metric for short pulse sources. In this regime, the LIDT given as an energy density can be applied to any beam diameter; one does not need to compute an adjusted LIDT to adjust for changes in spot size. This calculation assumes a uniform beam intensity profile. You must now adjust this energy density to account for hotspots or other nonuniform intensity profiles and roughly calculate a maximum energy density. For reference a Gaussian beam typically has a maximum energy density that is twice that of the 1/e2 beam.
Now compare the maximum energy density to that which is specified as the LIDT for the optic. If the optic was tested at a wavelength other than your operating wavelength, the damage threshold must be scaled appropriately [3]. A good rule of thumb is that the damage threshold has an inverse square root relationship with wavelength such that as you move to shorter wavelengths, the damage threshold decreases (i.e., a LIDT of 1 J/cm2 at 1064 nm scales to 0.7 J/cm2 at 532 nm):

You now have a wavelength-adjusted energy density, which you will use in the following step.
Beam diameter is also important to know when comparing damage thresholds. While the LIDT, when expressed in units of J/cm², scales independently of spot size; large beam sizes are more likely to illuminate a larger number of defects which can lead to greater variances in the LIDT [4]. For data presented here, a <1 mm beam size was used to measure the LIDT. For beams sizes greater than 5 mm, the LIDT (J/cm2) will not scale independently of beam diameter due to the larger size beam exposing more defects.
The pulse length must now be compensated for. The longer the pulse duration, the more energy the optic can handle. For pulse widths between 1 - 100 ns, an approximation is as follows:

Use this formula to calculate the Adjusted LIDT for an optic based on your pulse length. If your maximum energy density is less than this adjusted LIDT maximum energy density, then the optic should be suitable for your application. Keep in mind that this calculation is only used for pulses between 10-9 s and 10-7 s. For pulses between 10-7 s and 10-4 s, the CW LIDT must also be checked before deeming the optic appropriate for your application.
Please note that we have a buffer built in between the specified damage thresholds online and the tests which we have done, which accommodates variation between batches. Upon request, we can provide individual test information and a testing certificate. Contact Tech Support for more information.
[1] R. M. Wood, Optics and Laser Tech. 29, 517 (1998).
[2] Roger M. Wood, Laser-Induced Damage of Optical Materials (Institute of Physics Publishing, Philadelphia, PA, 2003).
[3] C. W. Carr et al., Phys. Rev. Lett. 91, 127402 (2003).
[4] N. Bloembergen, Appl. Opt. 12, 661 (1973).

In order to illustrate the process of determining whether a given laser system will damage an optic, a number of example calculations of laser induced damage threshold are given below. For assistance with performing similar calculations, we provide a spreadsheet calculator that can be downloaded by clicking the LIDT Calculator button. To use the calculator, enter the specified LIDT value of the optic under consideration and the relevant parameters of your laser system in the green boxes. The spreadsheet will then calculate a linear power density for CW and pulsed systems, as well as an energy density value for pulsed systems. These values are used to calculate adjusted, scaled LIDT values for the optics based on accepted scaling laws. This calculator assumes a Gaussian beam profile, so a correction factor must be introduced for other beam shapes (uniform, etc.). The LIDT scaling laws are determined from empirical relationships; their accuracy is not guaranteed. Remember that absorption by optics or coatings can significantly reduce LIDT in some spectral regions. These LIDT values are not valid for ultrashort pulses less than one nanosecond in duration.
Figure 71A A Gaussian beam profile has about twice the maximum intensity of a uniform beam profile.
CW Laser Example
Suppose that a CW laser system at 1319 nm produces a 0.5 W Gaussian beam that has a 1/e2 diameter of 10 mm. A naive calculation of the average linear power density of this beam would yield a value of 0.5 W/cm, given by the total power divided by the beam diameter:
However, the maximum power density of a Gaussian beam is about twice the maximum power density of a uniform beam, as shown in Figure 71A. Therefore, a more accurate determination of the maximum linear power density of the system is 1 W/cm.
An AC127-030-C achromatic doublet lens has a specified CW LIDT of 350 W/cm, as tested at 1550 nm. CW damage threshold values typically scale directly with the wavelength of the laser source, so this yields an adjusted LIDT value:
The adjusted LIDT value of 350 W/cm x (1319 nm / 1550 nm) = 298 W/cm is significantly higher than the calculated maximum linear power density of the laser system, so it would be safe to use this doublet lens for this application.
Pulsed Nanosecond Laser Example: Scaling for Different Pulse Durations
Suppose that a pulsed Nd:YAG laser system is frequency tripled to produce a 10 Hz output, consisting of 2 ns output pulses at 355 nm, each with 1 J of energy, in a Gaussian beam with a 1.9 cm beam diameter (1/e2). The average energy density of each pulse is found by dividing the pulse energy by the beam area:

As described above, the maximum energy density of a Gaussian beam is about twice the average energy density. So, the maximum energy density of this beam is ~0.7 J/cm2.
The energy density of the beam can be compared to the LIDT values of 1 J/cm2 and 3.5 J/cm2 for a BB1-E01 broadband dielectric mirror and an NB1-K08 Nd:YAG laser line mirror, respectively. Both of these LIDT values, while measured at 355 nm, were determined with a 10 ns pulsed laser at 10 Hz. Therefore, an adjustment must be applied for the shorter pulse duration of the system under consideration. As described on the previous tab, LIDT values in the nanosecond pulse regime scale with the square root of the laser pulse duration:
This adjustment factor results in LIDT values of 0.45 J/cm2 for the BB1-E01 broadband mirror and 1.6 J/cm2 for the Nd:YAG laser line mirror, which are to be compared with the 0.7 J/cm2 maximum energy density of the beam. While the broadband mirror would likely be damaged by the laser, the more specialized laser line mirror is appropriate for use with this system.
Pulsed Nanosecond Laser Example: Scaling for Different Wavelengths
Suppose that a pulsed laser system emits 10 ns pulses at 2.5 Hz, each with 100 mJ of energy at 1064 nm in a 16 mm diameter beam (1/e2) that must be attenuated with a neutral density filter. For a Gaussian output, these specifications result in a maximum energy density of 0.1 J/cm2. The damage threshold of an NDUV10A Ø25 mm, OD 1.0, reflective neutral density filter is 0.05 J/cm2 for 10 ns pulses at 355 nm, while the damage threshold of the similar NE10A absorptive filter is 10 J/cm2 for 10 ns pulses at 532 nm. As described on the previous tab, the LIDT value of an optic scales with the square root of the wavelength in the nanosecond pulse regime:
This scaling gives adjusted LIDT values of 0.08 J/cm2 for the reflective filter and 14 J/cm2 for the absorptive filter. In this case, the absorptive filter is the best choice in order to avoid optical damage.
Pulsed Microsecond Laser Example
Consider a laser system that produces 1 µs pulses, each containing 150 µJ of energy at a repetition rate of 50 kHz, resulting in a relatively high duty cycle of 5%. This system falls somewhere between the regimes of CW and pulsed laser induced damage, and could potentially damage an optic by mechanisms associated with either regime. As a result, both CW and pulsed LIDT values must be compared to the properties of the laser system to ensure safe operation.
If this relatively long-pulse laser emits a Gaussian 12.7 mm diameter beam (1/e2) at 980 nm, then the resulting output has a linear power density of 5.9 W/cm and an energy density of 1.2 x 10-4 J/cm2 per pulse. This can be compared to the LIDT values for a WPQ10E-980 polymer zero-order quarter-wave plate, which are 5 W/cm for CW radiation at 810 nm and 5 J/cm2 for a 10 ns pulse at 810 nm. As before, the CW LIDT of the optic scales linearly with the laser wavelength, resulting in an adjusted CW value of 6 W/cm at 980 nm. On the other hand, the pulsed LIDT scales with the square root of the laser wavelength and the square root of the pulse duration, resulting in an adjusted value of 55 J/cm2 for a 1 µs pulse at 980 nm. The pulsed LIDT of the optic is significantly greater than the energy density of the laser pulse, so individual pulses will not damage the wave plate. However, the large average linear power density of the laser system may cause thermal damage to the optic, much like a high-power CW beam.

Insights into CF Vacuum Flanges
Scroll down to read about:
- Working with CF Vacuum Flanges
Click here for more insights into lab practices and equipment.
Working with CF Vacuum Flanges
A vacuum coupling that supports operation at ultra-high-vacuum levels
Damage to the knife edge, an aggressive approach to tightening the bolts, and reusing gaskets can all result in leaky CF vacuum couplings. The techniques demonstrated in Video 198A reduce the risk presented by these factors, which are all related to the limited malleability of the metal gasket. It is important that the knife edges are in pristine condition, since the gasket is not soft enough to fill narrow or abrupt features, such as a nick in a knife edge. An approach of gradually and iteratively tightening the bolts is effective in maintaining a uniform thickness of the gasket around its circumference, while tightening each bolt all at once can result in thickness variations in the gasket that are difficult or impossible to flatten. This is a consequence of the metal gasket’s limited ability to flow and can result in gaps between the gasket and knife edges. Using a new gasket is always recommended. Even a gasket that was only partially compressed during a previous use may not be malleable enough, when reused, to conform to the contours of the knife edges. This is because compression has the effect of strain (work) hardening the metal.
While a leaky vacuum connection can result in time lost to leak checking and re-opening the vacuum system to locate and fix the problem, productive work can also be delayed as a result of broken or malfunctioning components in or attached to the chamber. Due to this, an overview of special considerations for handling and using fiber feedthroughs is also included in Video 198A.
If you would like more information about tips, tricks, and other methods we often use in the lab, we recommend our other Video Insights. In addition, our webinars provide practical and theoretical introductions to our different products.
ConFlat® is a registered trademark of Agilent Technologies, Inc.
| Products Featured During Demonstration | |||
| Optical Fiber Feedthrough | 1/4-Hard Copper Gaskets | Fiber Inspection Scope | Nitrile Gloves |
| UHV Fiber Patch Cable | Solvent Dispenser | Fiber Connector Cleaner | Wipes |
Date of Last Edit: Sept. 21, 2022
| Posted Comments: | |
g xz
(posted 2024-01-24 21:12:43.407) Hello, we would like to know the dispersion value of this product, VC234B. Thank you. jdelia
(posted 2024-01-24 02:21:59.0) Thank you for contacting Thorlabs. I have reached out to you directly to share our dispersion data for our -B AR coating. Yelnury Suleimen
(posted 2020-11-25 07:51:43.14) Hello,
My name is Elnur, I'm working at the Russian Quantum Center.
We need AR-coated CF DN40, DN160 UHV viewports, and AR-coated cold windows for cryostat. Our working range is 375 - 866 nm (to be exact, we will use 375, 397, 422, 729, 854, 866 nm lasers). Could you make viewports and windows with a transmittance of more than 99.5%?
Best regards,
Elnur YLohia
(posted 2020-11-25 01:43:51.0) Hello Elnur, thank you for contacting Thorlabs. Quotes for custom items can be requested by emailing techsupport@thorlabs.com or by clicking on the "Request Quote" button above. We will discuss the possibility of offering this directly. user
(posted 2019-10-31 02:02:05.063) I am looking for VIEWPORT with 2.5kW CO2 LASER WINDOW . Is it possible to make it?
If possible, please quote.Please give me the minimum quantity. nbayconich
(posted 2019-10-31 12:06:09.0) Thank you for contacting Thorlabs. I will reach out to you directly to discuss our custom capabilities. tim.nightingale
(posted 2018-08-13 19:53:51.103) VPCH42 / VPW42 - Any chance of an infrared-optimised version (e.g. Infrasil or similar) with a reduced OH absorption feature near to 1400 nm? YLohia
(posted 2018-08-13 03:14:09.0) Hello, thank you for contacting Thorlabs. Our Infrasil windows can be found here: https://www.thorlabs.com/newgrouppage9.cfm?objectgroup_id=714 matthieu.viteau
(posted 2017-04-25 09:44:12.213) Hi, we have mount 6 viewports on our new setup, on the first one, the windows broke on the mounting on the port ! today, after a week of using them, a second one broke making a huge leak (3e-7 mbar -> 1e-2 mbar).
After un-mounting the windows, we realized that the windows is directly on contact with the metal, that's not a good solution...also the screws were very tight on the windows holder.
Have you think about using 2 o-ring on each side of the windows to avoid important mechanicals constraints ? tfrisch
(posted 2017-05-02 11:46:22.0) We found that during assembly, the screws holding the faceplate to the viewport were being over tightened, leading to excess stress being applied to the window. We modified our assembly instructions to specify using a torque driver set to 30 in-oz for each of the six faceplate screws. Please see our Window Installation tab for further information. Additional Update: These items were redesigned in 2021. benohayon
(posted 2015-06-25 19:49:10.457) Hi,
I am building a laser-cooling setup which requires UHV windows for a 15mm 640nm CW laser.
I usually buy them from a UHV company like Lesker:
http://www.lesker.com/newweb/flanges/viewports_cf_glass.cfm?pgid=0
but as you can see, they are quite expensive and they have poor coatings.
I observed your assembly quotes >10^(-8)torr vacuum, How strict is this number? (I am at 10^(-9)-10^(-10) ). Do you have any costumer working in the UHV regime which reports better numbers?
Also, are the view-ports coated from both sides or just the outer one. If so, dos the coating degassess into the vacuum? if not, can I replace by a double-coated window?
Thank you in advance!
Ben Ohayon, Phd. Student.
Racah Institute of physics besembeson
(posted 2015-09-21 02:49:28.0) Response from Bweh at Thorlabs USA: The Viewports are coated on both sides to increase through-put and there is no significant degassing from the coating. The Viton O-ring we use is rated for 10^-8 Torr and we don't have performance data in your pressure range. john.travers
(posted 2015-02-10 16:28:43.2) Is it possible to fit windows other than 4 mm thick into the VPCH2-FL? Specifically I would like to use 2 mm or thinner windows. besembeson
(posted 2015-02-12 01:48:10.0) Response from Bweh at Thorlabs: You can mount the 2mm or thinner window but we don't recommend this. With the Viton O-Ring (VPCH2-VO) that we provide, it is going to be loose inside and the risk of damage to the window will be high and a vacuum seal will not be formed. It will be okay if you can get a thicker O-ring (about 4.5mm thick for your 2mm windows). annahambi
(posted 2013-02-08 05:26:40.657) I was wondering if you also offer windows of optical quality for KF standard? I am searching for pretty large (DN 200) viewports to shine in a 1083 nm laser. cdaly
(posted 2013-02-14 13:21:00.0) Response from Chris at Thorlabs: Thank you for your feedback. We are not able to offer the KF Standard, DN 200 mounting type at this time. jlow
(posted 2012-08-01 12:10:00.0) A response from Jeremy at Thorlabs: Thank you very much for this feedback. We are in the process of investigating the possibility of adding this to our product line. We will get in touch with you directly to start a discussion about your application. jmizrahi
(posted 2012-07-31 08:55:47.0) Do you have any plans to start selling UHV compatible AR coated vacuum viewports? This would be very valuable to us as all of our work is at UHV, so we can't use HV viewports. |

 Zoom
Zoom
Click for Details
Figure G1.1 Mechanical Drawing of VC234 Series Flanges
- Ø2.75" CF Viewport with UVFS Windows
- Viton® O-Ring Metal to Glass Seal
- Compatible with Ø1.5" Optics
- Clear Aperture: >Ø1.13" (Ø28.7 mm)
Thorlabs' Ø2.75" CF flange viewports allow for optical access into high-vacuum (HV) systems down to 10-8 Torr. These are fixed (non-rotating) flanges with Ø1.5" windows that provide a clear aperture (CA) of >Ø1.13" (Ø28.7 mm). Note that the clear aperture of the assembly is smaller than the view diameter of the flange due to the clamping of the window potentially stressing the optic which can result in birefringence near the edges. These viewports have six 1/4" (M6) through holes for bolting onto any standard Ø2.75" CF flange. Please note that mounting hardware is not included. Our HV CF flange viewports can be purchased with UVFS windows that are uncoated, have one of Thorlabs' broadband antireflection (BBAR) coatings deposited on both sides, or have T1 textured surfaces (400 - 1100 nm). These viewports are compatible with the Ø1.5" windows sold below.
The CF-style flange utilizes a knife-edge mechanism to create an airtight seal between mating pieces. To create the seal, a copper gasket (available below) is most often employed. As the bolts of the mating pair are tightened, the knife edge "bites" into the copper gasket, deforming it. The extruded metal fills any machining marks or surface defects, yielding a leak-tight seal.
Textured Window Handling Precautions and Cleaning
The VC234T1 CF flange includes a protective lid that can be used to protect the textured surface of the window that is outside of the vacuum system. Thorlabs' Textured Windows can be contaminated or damaged by moisture, fingerprints, aerosols, or contact with any abrasive material. Latex gloves or a similar protective covering should be worn when handling the windows to prevent oil from fingers from reaching the structured surface. The unmounted windows should only be handled when necessary and always held by the sides using our TZ2 or TZ3 tweezers.
If the surface is contaminated, the windows may be cleaned by blowing off dust with clean air or nitrogen; rinsing with solvents, such as isopropyl alcohol, followed by clean air or nitrogen blow-drying; or immersing them in a basic solution (a mix of ammonium hydroxide and hydrogen peroxide) and/or an acidic solution (a mix of hydrochloric acid and hydrogen peroxide) followed by rinsing with isopropyl alcohol, and clean air or nitrogen blow-drying (unmounted windows only).
Standard cleaning methods will result in further contamination and thus should be avoided. Chemical cleaning methods are dangerous and should be performed with the proper equipment and safety practices.

 Zoom
Zoom- Ø2.75" CF Flange (Includes One O-Ring)
- Compatible with Ø1.5" Windows
- Viton® O-Rings for Ø1.5" Vacuum Windows
Thorlabs' Ø2.75" CF Flange does not include a window but is compatible with our Ø1.5" UV fused silica flat vacuum windows sold below. When combined with the appropriate window, this flange allows for optical access into high-vacuum (HV) systems down to 10-8 Torr. This fixed (non-rotating) flange has six 1/4" (M6) through holes for bolting onto any standard Ø2.75" CF flange. Please note that mounting hardware is not included. The Viton O-Rings come in a pack of 5 and are replacement O-rings for those that come with our high-vacuum CF flange viewports for Ø1.5" windows sold above.

 Zoom
Zoom- Ø1.5" UVFS Vacuum Window
- Can Replace Windows in Our High Vacuum CF Flange Viewports
Thorlabs' Ø1.5" vacuum windows are available either uncoated, with one of four Thorlabs’ broadband antireflection (BBAR) coatings deposited on both sides, or with a T1 textured surface (400 - 1100 nm). While uncoated windows have typical losses of about 4% per surface, the BBAR coatings reduce this to Ravg <0.5% over the specified wavelength range and provide good performance for angles of incidence between 0° and 30°. BBAR coating curve information can be found under the Graphs tab. The nanostructured surface of the T1 textured surface provides low reflectance (<0.25% per surface) and a high resistance to laser-induced damage. The absolute transmission for this window is ≥98% over the entire design wavelength range of 400 - 1100 nm.
These windows are compatible with our high-vacuum CF flange viewports for Ø1.5" optics (sold directly above) and may act as replacement windows should a window become damaged or if a different AR coating is required. They are also compatible with the VC23FL empty vacuum flange sold directly above. Please see the Window Installation tab for instructions on installing these windows into a CF flange.
Textured Window Handling Precautions and Cleaning
Thorlabs' Textured Windows can be contaminated or damaged by moisture, fingerprints, aerosols, or contact with any abrasive material. Latex gloves or a similar protective covering should be worn when handling the windows to prevent oil from fingers from reaching the structured surface. The unmounted windows should only be handled when necessary and always held by the sides using our TZ2 or TZ3 tweezers.
If the surface is contaminated, the windows may be cleaned by blowing off dust with clean air or nitrogen; rinsing with solvents, such as isopropyl alcohol, followed by clean air or nitrogen blow-drying; or immersing them in a basic solution (a mix of ammonium hydroxide and hydrogen peroxide) and/or an acidic solution (a mix of hydrochloric acid and hydrogen peroxide) followed by rinsing with isopropyl alcohol, and clean air or nitrogen blow-drying (unmounted windows only).
Standard cleaning methods will result in further contamination and thus should be avoided. Chemical cleaning methods are dangerous and should be performed with the proper equipment and safety practices.

 Zoom
Zoom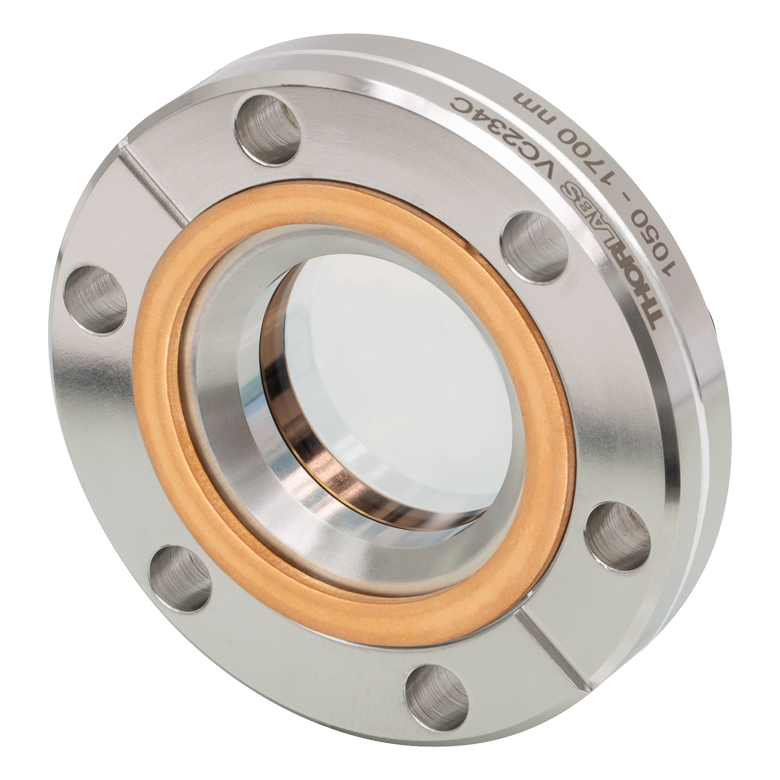
- VMH6 Stainless Steel (18-8) Mounting Hardware Set Includes:
- Six Bolts (Silver-Plated, 1/4"-28 x 1.50", 12-Point Heads)
- Six Nuts and Twelve Washers
- Single-Use Copper Gaskets for Forming a Seal Between Ø2.75" CF Flanges
- 101 Copper Alloy (99.99% Pure), OFHC (Oxygen-Free High Conductivity)
- VGC10: 1/4-Hard Copper Gaskets
- VGA10: Annealed Copper Gaskets
Thorlabs offers mounting hardware and single-use copper gaskets for mating Ø2.75" CF flanges. These flanges utilize a knife-edge mechanism to create an airtight seal between mating pieces. To create the seal, a copper gasket is most often employed. As the bolts of the mating pair are tightened, the knife edge bites into the copper gasket, deforming it. The extruded metal fills all the machining marks and surface defects, which yields a leak-tight seal.
1/4-hard and annealed copper gaskets are sold in sets of 10. We recommend the 1/4-hard copper gaskets for most applications; for more delicate devices, such as viewports, we recommend using the softer annealed copper gaskets to lower the chance of deformation in the optic due to stress in the flange. The set of stainless steel mounting hardware includes six silver-plated bolts, six nuts, and twelve washers. The silver plating on the bolts acts as a lubricant to prevent galling between the stainless steel surfaces of the bolt and the nut.
Instructions
First ensure the knife-edge mating surfaces of the CF flanges are free from debris or scratches. Then choose the desired bolt hole orientation and insert the gasket, aligning leak-test grooves on the flanges if present. Slide a washer onto the bolt, insert the bolt through the flanges, and add another washer before screwing on the nut. Hand tighten each bolt, then use two wrenches to hold the bolt head and turn the nut. Tighten the nuts gradually in 1/8 to 1/4 turn increments in an alternating crisscross star pattern until the desired tightness is reached. Following these steps will result in a reliable seal with even gasket compression and deformation.